
Date:2025-07-07 Views:1044
Inhaltsverzeichnis
Neutrale Schaltwelle für Front-Rasenmäher
Wellen-Kultivator-Getriebe-Baugruppe
Anwendung von Pulvermetall-Teilen in Gartenbau-Maschinen
Einsatz von Pulvermetall-Teilen in Aufsitz-Rasenmähern
Die geschweißte PTO-Handhabe ist eine Pulvermetall-Nocke zum Starten von Schaltern. Wird die PTO-Handhabe betätigt, befindet sich die Nocke in der Neutralstellung des Startsystems. Merkmale dieser Pulvermetall-Nocke: gerade Seitenwände, enge Toleranzen sowie mehrere Funktionen ohne nachfolgende Bearbeitung. Die Nocke wird auf die Handhabe geschweißt. Für ein sicheres Schweißen darf die Pulvermetall-Nocke vor dem Schweißen nicht vorgeölt sein.

Bild 8-20 Geschweißte PTO-Handhabe
Tabelle 8-16 Zusammensetzung und Eigenschaften der geschweißten PTO-Handhabe
| Merkmal | Wert |
| MPIF-Werkstoff | F-0008-P |
| Kohlenstoffgehalt / % | 0,6 – 1,0 |
| Eisengehalt / % | 97,0 – 99,1 |
| Dichte / (g cm⁻³) | 6,4 – 6,8 |
| Fertigteil-Masse / kg | 0,055 |
PTO-Nocken und -Stößel schalten die PTO ein, die im Allgemeinen den Rasenmäher antreibt. Dreht sich der Stößel um 30°, bewegt sich die Nocke entlang der spiralenförmigen Schräge; dabei entsteht eine 90°-Richtungsänderung, die in axiale Antriebswellen-Bewegung überführt wird. Die Welle verschiebt sich axial, um die PTO zu kuppeln bzw. zu entkuppeln. Durch die Konstruktion dieser Baugruppe mit nur zwei Pulvermetall-Teilen sinken die Produktionskosten deutlich. Die Pulvermetall-Teile ersetzen nicht nur eine genietete Baugruppe, sondern vereinfachen auch die Herstellung der umgebenden Komponenten.

Bild 8-21 PTO-Nocken und -Stößel
Tabelle 8-17 Zusammensetzung und Eigenschaften von PTO-Nocken und -Stößel
| Merkmal | Nocke | Stößel |
| MPIF-Werkstoff | FC-0208-P | FC-0208-R |
| Kohlenstoffgehalt / % | 0,6 – 1,0 | 0,6 – 1,0 |
| Kupfergehalt / % | 1,5 – 3,9 | 1,5 – 3,9 |
| Eisengehalt / % | 93,1 – 97,9 | 93,1 – 97,9 |
| Dichte / (g cm⁻³) | 6,0 – 6,4 | 6,4 – 6,8 |
| Zusatzanforderungen | Dampf-Behandlung, Öl-Imprägnierung | Dampf-Behandlung, Öl-Imprägnierung |
| Fertigteil-Masse / kg | 0,209 | 0,168 |
Das Umlenk-Pivot dient zur Spannung der Riementrieb-Kupplung an Rasen- und Gartentraktoren. Durch die Pulvermetall-Ausführung lassen sich mehrere Funktionen in einem Bauteil vereinen; zwei zusätzliche Positionierstifte entfallen. Zur Erhöhung der Zähigkeit werden die Positionsbohrungen lokal kupferinfiltriert. Eine Öl-Imprägnierung verbessert den Korrosionsschutz.

Bild 8-22 Umlenk-Pivot
Tabelle 8-18 Zusammensetzung und Eigenschaften des Umlenk-Pivot
| Merkmal | Wert |
| MPIF-Werkstoff | FC-0208-R |
| Kohlenstoffgehalt / % | 0,6 – 1,0 |
| Kupfergehalt / % | 1,5 – 3,9 |
| Eisengehalt / % | 93,1 – 97,9 |
| Dichte / (g cm⁻³) | 6,4 – 6,8 |
| Zusatzanforderungen | Kupfer-Infiltration der beiden 6,35 mm-Bohrungen, Öl-Imprägnierung |
| Fertigteil-Masse / kg | 0,164 |
Die Nabe kommt an kleinen Rasen- und Gartentraktoren sowie an einigen Rasenmähern zum Einsatz. Sie ist eine verbesserte Konstruktion und ersetzt die frühere geschweißte Nabe-/Wellen-Baugruppe, wodurch die Produktionskosten sinken. Die neue Ausführung besteht aus einer Pulvermetall-Nabe, die auf eine geschmiedete Stahlwelle aufgeschraubt wird. Ursprünglich war der Werkstoff MPIF FC-0208-R vorgesehen; später wurde zur Verbesserung der Schlag-Eigenschaften auf MPIF FN-0400-R umgestellt.

Bild 8-23 Rasenmäher-Nabe
Tabelle 8-19 Zusammensetzung und Eigenschaften der Rasenmäher-Nabe
| Merkmal | Wert |
| MPIF-Werkstoff | FN-0400-R |
| Kohlenstoffgehalt / % | 0,15 – 0,30 |
| Kupfergehalt (max) / % | 2,0 |
| Nickelgehalt / % | 3,0 – 5,5 |
| Eisengehalt (min) / % | 90,2 |
| Dichte / (g cm⁻³) | 6,4 – 6,8 |
| Anscheinende Härte / HRB | 30 – 50 |
| Fertigteil-Masse / kg | 0,318 |
Front-Rasenmäher werden auf großen Flächen wie Golfplätzen und Friedhöfen eingesetzt, wo ihre hohe Wendigkeit Vorteile bietet. Die neutrale Schaltwelle (Bild 8-24 und Tabelle 8-20) steuert die hydraulisch angetriebene Rückhol-Kupplung des Frontmähwerks. Die Pulvermetall-Ausführung besitzt eine einfache Kontur, aber enge Toleranzen; drei ungleich verteilte Bohrungen müssen in einer Orientierung montiert werden. Die Kerbe am Wellenende sichert die korrekte Positionierung.

Bild 8-24 Neutrale Schaltwelle für Front-Rasenmäher
Tabelle 8-20 Zusammensetzung und Eigenschaften der neutralen Schaltwelle für Front-Rasenmäher
| Merkmal | Wert |
| MPIF-Werkstoff | FN-0205-S |
| Kohlenstoffgehalt / % | 0,3 – 0,6 |
| Nickelgehalt / % | 1,0 – 3,0 |
| Kupfergehalt (max) / % | 2,5 |
| Eisengehalt / % | 91,9 – 98,7 |
| Dichte / (g cm⁻³) | 6,8 – 7,2 |
| Zusatzanforderungen | Öl-Imprägnierung |
| Fertigteil-Masse / kg | 0,090 |
Rasen- und Gartentraktoren benötigen Zahnräder, die extremer Verschleiß- und Hochlastbeanspruchung standhalten. Das in Bild 8-25 und Tabelle 8-21 gezeigte 4. Gang-Reduziergetriebe ist Treibrad in einem Sechs-Gang-Schaltgetriebe. Die Spezifikation verlangt eine Einzel-Zahn-Stauchlast von 4 000 kg. Die Zahnflanken des PM-Zahnrads müssen daher eine hohe Dichte aufweisen. Zielwert: 7,3–7,5 g/cm³. Weil das Bauteil für eine 500-t-Presse zu groß ist, wird es dreistufig unterschiedlich verdichtet: Nabe 6,4–6,6 g/cm³, Innenflansch 6,6–6,8 g/cm³, Zahnkranz 6,9–7,0 g/cm³.
Nach dem Vorsintern werden nur die Zähne nachverdichtet (7,3–7,5 g/cm³). Zur Verbesserung der Nachverdichtbarkeit wird eine niedrig kohlenstoffhaltige Ausgangsmischung verwendet. Anschließend werden die Zähne aufkohlt und gehärtet.

Bild 8-25 4. Gang-Reduziergetriebe
Tabelle 8-21 Zusammensetzung und Eigenschaften des 4. Gang-Reduziergetriebes
| Merkmal | Wert |
| MPIF-Werkstoff | FN-0205 |
| Kohlenstoffgehalt / % | 0,5 |
| Nickelgehalt / % | 2,0 |
| Aluminiumgehalt / % | 0,5 |
| Dichte Zahnräder / (g cm⁻³) | 7,3 – 7,5 |
| Innenflansch / (g cm⁻³) | 6,6 – 6,8 |
| Nabe / (g cm⁻³) | 6,4 – 6,6 |
| Anscheinende Zahnhärte / HRC | 50 – 56 |
| Zahn-Stauchlast / kN | 40 |
| Fertigteil-Masse / kg | 1,042 |
Die Baugruppe besteht aus einem einzeln gepresst-gesinterten Zahnrad und einem Kettenrad. Nach dem Sintern werden beide Teile zusammengepresst und in einem zweiten Sinterdurchlung durch ortsgebundenes Kupfer-Schmelz-infiltrieren verbunden (Kupfer-„Schweißen“). Die einzigen Maschinen-Operationen sind Bohrungshonen und das Einpressen von Nadellagern.

Bild 8-26 Wellen-Kultivator-Getriebe-Baugruppe
Tabelle 8-22 Zusammensetzung und Eigenschaften der Wellen-Kultivator-Getriebe-Baugruppe
| Merkmal | Zahnrad | Kettenrad |
| MPIF-Werkstoff | FN-0205-T | FN-0208-R |
| Kohlenstoffgehalt / % | 0,5 | 0,6 – 0,9 |
| Nickelgehalt / % | 2,0 | 1,0 – 3,0 |
| Kupfergehalt (max) / % | 0,5 | 2,5 |
| Molybdängehalt / % | 0,5 | - |
| Eisengehalt / % | - | 91,6 – 98,4 |
| Dichte / (g cm⁻³) | 7,2 – 7,4 | 6,6 – 6,8 |
| Ausstoßkraft / kN | 67 | - |
| Fertigteil-Masse / kg | 0,485 | 0,485 |
| Zusatzanforderungen | Nach Vollsintern zusammenpressen und durch ortsgebundenes Kupfer-Schmelz-infiltrieren verbinden (Kupfer-„Schweißen“). | |
Hierzu zählen Gartentraktoren, Aufsitz-Rasenmäher, Hand-Rasenmäher, Wellen-Kultivatoren, Rasen-Kehrmaschinen, Häcksler/Furchenfräsen, Kettensägen und Schneefräsen.
Die Getriebe von Gartentraktoren mit einer Leistung unter 11 768 W verwenden PM-Zahnräder (Bild 8-27). Sie bestehen aus Nickel-Stahl-Pulver. Die Zahn-Endflächen werden keilförmig gepresst (Bild 8-28), wodurch Nacharbeit entfällt, eine bessere Rauheit entsteht und das Einschwingverhalten günstiger wird. Die verbesserte Rauheit und gleichmäßigere Verzahnung reduzieren das Getriebe-Geräusch deutlich.

Bild 8-27 Typische PM-Zahnrad-Kombination im Getriebe

Bild 8-28 Keilförmige Zahn-Endfläche
Schaltgabeln (Bild 8-29) bestehen meist aus kupfer-infiltriertem Stahl; in der Regel ist eine Nacharbeit erforderlich. Unter Kostengesichtspunkten sind sie ideal für PM.
Die Komponenten im Differenzial mit begrenzter Schlupfregelung (Bild 8-30) – neben Zahnrädern auch Deckel, Unterlegscheiben und Körper – werden aus hochfesten PM-Werkstoffen gefertigt.
Viele Lenkgetriebe verwenden PM-Kegelräder und -Ritzel (Bild 8-31).
PM-Bauteile in Brems- und Kupplungsmechanismen umfassen Brems-Trommeln, Beläge und Bügel (Bild 8-32).

Bild 8-29 PM-Schaltgabel-Satz

Bild 8-30 Differential mit PM-Zahnrädern, Scheiben und Deckel

Bild 8-31 PM-Kegelräder und -Ritzel im Lenkgetriebe

Bild 8-32 Typische PM-Bügel und -Buchsen
Weiteres Beispiel: Spline-Naben (Bild 8-33) werden per PM hergestellt und anschließend in ein Rad eingegossen. So entsteht eine verschleißfeste, präzise Innenverzahnung.
Die meisten Gartentraktoren besitzen Mähwerke. Typische PM-Teile: Messerträger und Scher-Buchsen (Bild 8-34). Sie werden so ausgelegt, dass sie bei definiertem Aufprall versagen und größeren Schaden verhindern.

Bild 8-33 PM-Nabe (Innen-Spline, Flansch, Außen-Spline im gegossenen Rad)

Bild 8-34 PM-Messerträger
Nachfolgend moderne PM-Lösungen, die die ersten Entwicklungen aus den 1970er-Jahren weit übertreffen.
Messer-Bremse-Kupplungs-Abtriebsnabe (Bild 8-41)
Dichte 6,7 g/cm³; Rm 414 MPa, Rp 380 MPa, Dauerfestigkeit 345 MPa, Härte ≥ 60 HRB. Kostenersparnis gegenüber Fräs-/Dreh-Lösung: 55 %.
Messer-Überlast-Schutz (Bild 8-42)
Trommel und zwei Riemenscheiben aus PM-Stahl, 6,9 g/cm³, Rm 276 MPa, 50-80 HRB. Integrierte Keile und Innensechskant für Messer-Befestigung. Zwei unterschiedliche Scheiben in einem Sinter-Durchgang vereinigt. 20 % günstiger als konventionelle Stanzen-/Guss-/Fräskombination. Jahreslosgröße ≥ 300 000 Stück.
Differential-Gehäuse-Zahnrad (Bild 8-43)
Einsatz in Schneefräsen ab 8,5 PS. Neues Design erhöht Drehmoment durch höhere Übersetzung und zusätzliche Reibplatten. Das fünf-seitige Bauteil (6,8 g/cm³) wird nahe-net-shape gepresst; Rm ≥ 520 MPa, Biegebruchfestigkeit 900 MPa, Rp 620 MPa, Dauerfestigkeit 234 MPa. Nur noch Wärmebehandlung erforderlich.
Brems-Hebel (Bild 8-44)
Pulvermetall-Hebel ersetzt zwei 6-Teile-Baugruppen (→ 12 Teile weniger). Inkl. Kegelrad und Anschlag für Hydraulik-Steuerung. Links-/Rechts-Version, Werkstoff FC-0208, 6,7 g/cm³, Rm 345 MPa, 75-100 HRB, hohe Verschleißfestigkeit. Losgröße ≥ 200 000/Jahr.
Vorwärts/Rückwärts-Brems-Baugruppe (Bild 8-45)
Sechs präzise Near-Net-Shape-PM-Teile für Golf-Cart-Getriebe. Dichte 6,9 g/cm³, Rm 830 MPa, Rp ≥ 760 MPa, Dauerfestigkeit 300 MPa, Härte ≈ 35 HRC. Keine Nachbearbeitung, nur Verzinken und Vakuum-Öl-Imprägnierung. Kostenersparnis gegenüber konkurrierenden Verfahren: 50 %.
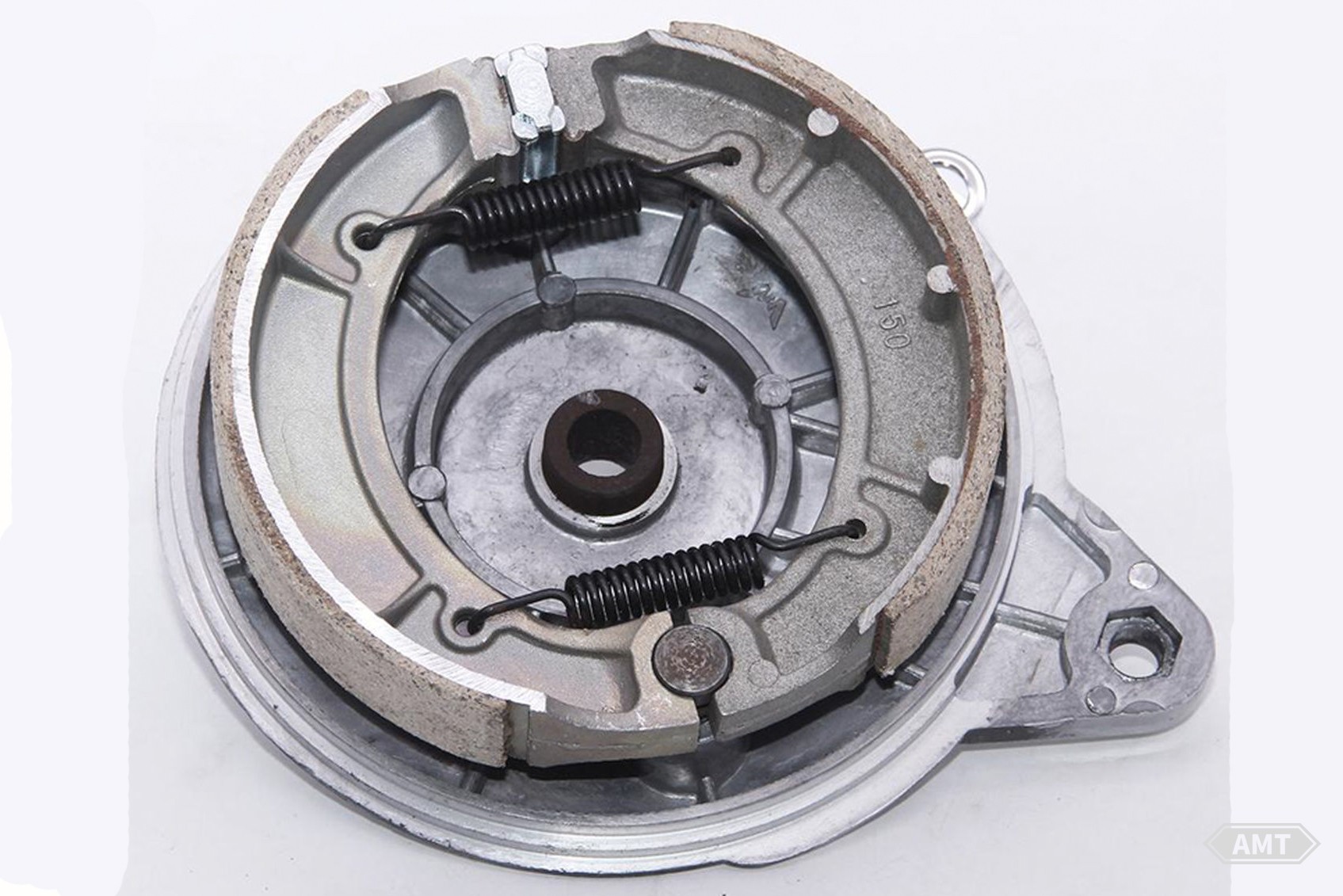
Bild 8-41 PM-Messer-Brems-Kupplungs-Abtriebsnabe

Bild 8-42 PM-Messer-Überlast-Schutz

Bild 8-43 Differential-Gehäuse-Zahnrad

Bild 8-44 Brems-Hebel

Bild 8-45 Vorwärts/Rückwärts-Brems-Baugruppe
Leave your email for more ebooks and prices📫 !
Kontakt:Fidel
Tel:021-5512-8901
Mobil:19916725892
E-Mail:sales1@atmsh.com
Adresse:Nr. 398 Guiyang-Straße, Yangpu, China