
Date:2025-07-23 Views:1025
Aus konstruktiver Sicht sind Ventilsysteme in Hydraulikpumpen und -motoren Schlüsselkomponenten. In vielen Fällen lassen sie sich nur mittels Pulvermetallurgie fertigen, wobei mehrere Einzelteile kombiniert werden müssen, um sämtliche Durchgangs- und Auslassdetails unterzubringen. Derzeit werden Ventile für Rotations-Drehmomentmotoren, Radialkolbenmotoren sowie Lenksysteme mit Richtungsventilen produziert.
Da Ventile als Außenbauteile gelten, bei denen die Porosität streng kontrolliert werden muss, erfolgen in der Regel eine Kupfer-Infiltration oder eine Harz-Imprägnierung. Während früher Kupfer-Infiltration der Standard zur Dichtung war, wird heute – bedingt durch schwankende Materialpreise – verstärkt auf Polyester-Harz-Imprägnierung zurückgegriffen. Für Ölkanal-Struktur, Präzision und Stabilität bevorzugt man Pulvermetall-Ventile. Die Endmontage erfolgt nach anschließender Bearbeitung. Die in Bild 9-43 gezeigten Pulvermetall-Teile sind typische Beispiele für aus mehreren Komponenten zusammengesetzte Baugruppen: Jedes Teil besteht aus drei Unterteilen, die verpresst, gesintert und hartgelötet werden. Diese Teile werden nahezu ausschließlich im Pulvermetall-Verfahren hergestellt und haben kaum Konkurrenz durch andere Fertigungsverfahren.
Nachfolgend finden Sie mehrere Anwendungsbeispiele für Pulvermetallurgie in Ventilsystemen.

Bild 9-43 Typische Pulvermetall-Ventile und -Ventilplatten
Ventilplatte (Bild 9-44)
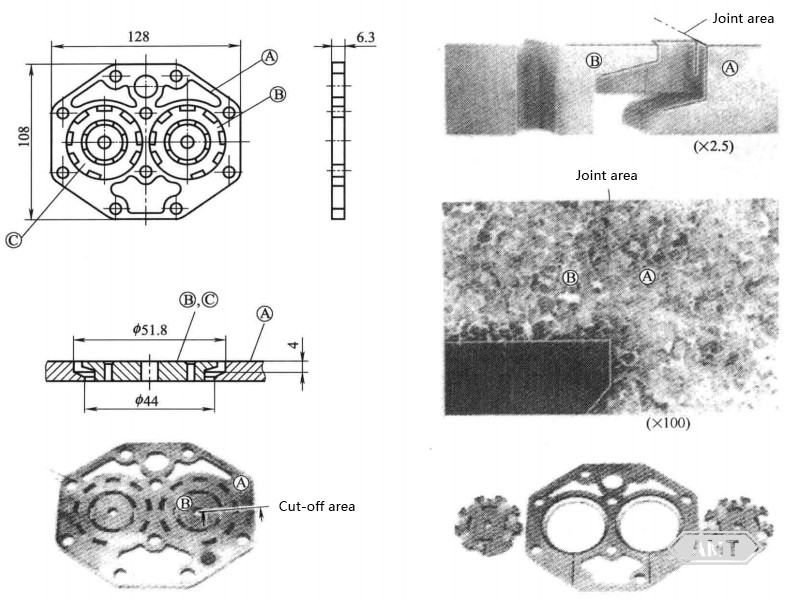
Bild 9-44 Ventilplatte (Beispiel für Infiltrations-Verbund)
Anwendung: Klimaanlagen-Kompressoren im Automobil.
Werkstoff und Herstellverfahren:
Werkstoffzusammensetzung:
Fe-(0,4–0,1)C, 6,2 g/cm³
Fe-(4–6)Cu-(0,2–0,6)C, 6,4 g/cm³
Fe-(4–6)Cu-(0,2–0,6)C, 6,4 g/cm³
Herstellverfahren: Infiltrations-Verbund.
Zur Sicherung von Struktur-Integrität, Präzision und Stabilität der Ölkanäle bevorzugt man Pulvermetall-Ventile. Die Montage erfolgt nach anschließender Bearbeitung. Die in Bild 9-43 dargestellten Pulvermetall-Teile sind typische aus mehreren Komponenten zusammengesetzte Baugruppen: Jedes Teil besteht aus drei Unterteilen, die verpresst, gesintert und hartgelötet werden. Diese Teile werden fast ausschließlich im Pulvermetall-Verfahren hergestellt und haben kaum Konkurrenz durch andere Fertigungsverfahren.
Erläuterung:
Die Werkstoffe B und C, die ein anderes Maß-Änderungsverhalten als Werkstoff A aufweisen, werden in A eingebracht. Nach dem Sintern (1130 °C, 15 min) erfolgt eine Kupfer-Infiltration (1130 °C, 30 min), die Vollverdichtung und eine hochfeste Verbindung erzielt.
Während des Formgebens wird jedes Teil markiert, um die Phasen-Ausrichtung sicherzustellen; diese Markierungen müssen nach dem Ausbau durch Schleifen entfernt werden.
Die Verbundfestigkeit wird durch ein Trennverfahren von A gegen B und C bewertet; die Trennlast muss > 6 × 10³ N betragen.
Diese mittels Metal-Injection-Moulding (MIM) aus 50Ni-50Fe hergestellte Ventilkörper-Baugruppe dient als Steuerventil für chemische und ölhaltige Mess- und Sensoreinheiten. Sie ersetzt eine frühere Konstruktion aus zwei konventionellen Pulvermetall-Teilen und zwei spanend bearbeiteten Einzelteilen. Die gesinterte Enddichte beträgt 8,05 g/cm³, Härte 55 HRB, Bruchdehnung 25 %, Zugfestigkeit 515 MPa und Streckgrenze 195 MPa. Im montierten Steuerventil wird die Baugruppe einem Magnetfluss ausgesetzt. Durch das einteilige Design sinkt der magnetische Widerstand des Kreises deutlich gegenüber der Vorgängerlösung. Das MIM-Bauteil weist minimale Remanenzverluste auf und bietet höhere Leistung und Qualität.

Bild 9-45 Ventilkörper-Baugruppe
Dieses Bauteil ist eine kupferinfiltrierte Stahl-Ventilplatte für Kompressoren. Sie ersetzt vier verschweißte Stanzteile, die nur eine Material-Ausbeute von 65 % hatten. Um diese einzigartige Geometrie – früher nur durch vier Einzelteile realisierbar – zu erreichen, wurde eine gesinterte Verbund-Baugruppe aus drei Teilen (Grundkörper plus zwei eingesetzte Ventilsitze) entwickelt. Das Endteil muss eben, parallel und mit guter Oberflächenrauheit vorliegen. Die Formdichte beträgt typischerweise 7,3 g/cm³, Zugfestigkeit 632 MPa, Streckgrenze 474 MPa und Druck-Streckgrenze 553 MPa. Die Verbundfestigkeit bestätigt die Integrität der Sinter-Verbund-Verbindung; die Einpress-Sitze müssen 15,8 MPa ohne Versagen überstehen. Die Ventilplatte kommt in UL-zertifizierten Kompressoren zum Einsatz und muss Leckage-Prüfungen bestehen (z. B. kein Verlust unter 2 MPa Druckluft). Sie wird in Kompressoren für LKW-Klimaanlagen und stationäre Kälteanlagen verwendet. Pulvermetallurgie senkt die Kosten um etwa 30 %.

Bild 9-46 Kompressor-Ventilplatte
Leave your email for more ebooks and prices📫 !
Kontakt:Fidel
Tel:021-5512-8901
Mobil:19916725892
E-Mail:sales1@atmsh.com
Adresse:Nr. 398 Guiyang-Straße, Yangpu, China