
Date:2025-07-23 Views:1034
Dieses Bauteil ist eine kupferinfiltrierte Stahl-Kompressor-Ventilplatte. Sie ersetzt vier kupferhartgelötete Stanzen, die durch Bearbeitung hergestellt wurden und nur eine Materialausbeute von 65 % hatten. Um die einzigartige Geometrie, die früher nur durch vier Einzelteile realisierbar war, zu erzeugen, entwickelte der Hersteller eine komplexe dreiteilige gesintert-verbundene Baugruppe (Grundkörper plus zwei eingebettete Ventilsitze). Das Endteil muss eben, parallel und mit ausgezeichneter Oberflächengüte vorliegen. Die Formdichte beträgt typischerweise 7,3 g/cm³, die Zugfestigkeit 632 MPa, die Streckgrenze 474 MPa und die Druck-Streckgrenze 553 MPa. Die Zerstörungsfestigkeit bestätigt die Sinter-Verbund-Festigkeit; die Einpress-Sitze müssen 15,8 MPa ohne Versagen aushalten. Die Kompressor-Ventilplatte wird in UL-zertifizierten Kompressoren verwendet und muss Leistungs- und Dichtheitsprüfungen bestehen, z. B. keinen Verlust unter 2 MPa Druckluft. Sie kommt in Kompressoren für LKW-Klimaanlagen und stationäre Kälteanlagen zum Einsatz. Pulvermetallurgie senkt die Kosten um etwa 30 %.
Große Flügelzellenpumpen finden vor allem in automotive Lenksystemen Verwendung. Sie arbeiten mit Drücken bis 11,84 MPa und Drehzahlen bis 7000 min⁻¹. Aufgrund der Wirtschaftlichkeit von Pulvermetallurgie für Massenteile werden üblicherweise die Seitenplatten sowie die Öl-Auslass-Druckscheiben solcher Pumpen im Pulvermetall-Verfahren hergestellt. Mittlerweile sind alle Industrie-Hersteller von Flügelzellenpumpen auf Pulvermetall-Produktion umgestiegen. Die Stückzahlen sind für Pulvermetall-Hersteller attraktiv, und die net-shape-Eigenschaft der Teile spricht Automobil-Konstrukteure an.
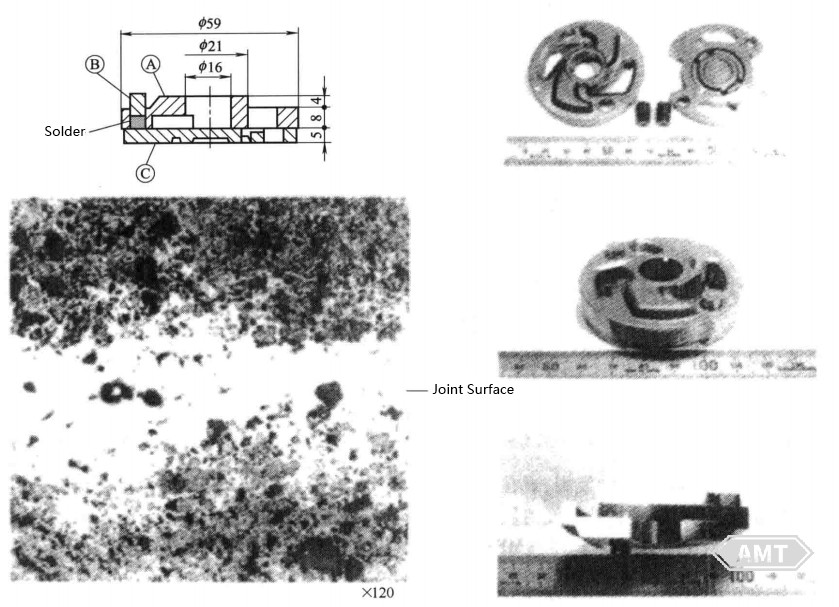
Bild 9-47 Seitenplatte einer Flügelzellenpumpe (Beispiel für Pin-Brazing-Verbindung)

Bild 9-48 Öl-Auslass-Scheibe und Druckscheibe der Servolenkungspumpe
(1) Anwendung: Automobil-Servolenkung.
(2) Werkstoff und Behandlung:
Werkstoffzusammensetzung:
Herstellverfahren: Pin-Brazing und -Verbund.
Fe-2Cu-0,8C, 6,6 g/cm³
Fe-2Cu-0,8C, 6,6 g/cm³ (zweischichtig mit Lötlegierung geformt)
Fe-2Cu-0,8C, 6,6 g/cm³
(3) Beschreibung:
Nach dem separaten Pressen der Teile A, B und C werden ihre Grünlinge zusammengebaut und gesintert. Während des Sinterns (1130 °C, 30 min) erfolgt an allen Grenzflächen Pin-Brazing, wodurch ein Teil mit inneren Kanälen entsteht.
B ist ein Zweischicht-Grünling: eine Schicht Fe-2Cu-0,8C und eine Schicht Lötlegierung (für zwei Verbindungen). Nach dem Zusammenbau wird die Baugruppe gesintert; dabei schmilzt die Lötlegierung, teilweise steigt sie an die A/③-Grenzfläche auf, der Rest verteilt sich auf die A/C-Grenzfläche.
Wie im Gefüge-Foto des Verbundes zu sehen, dringt nur eine dünne Lötlegierung in die Fuge ein, wodurch der Verbrauch stark sinkt.
Der obere Abschluss von B wird nach dem Löten in einem Arbeitsgang nachbearbeitet.
Die Verbindungsfestigkeit entspricht der Festigkeit des Ausgangswerkstoffs.
Durch Werkstoff- und Wärmebehandlungs-Entwicklungen werden nun auch Nockenringe aus Pulvermetall hergestellt. In der Pumpe unterliegt der Nockenring den härtesten Betriebsbedingungen und benötigt eine sehr harte Lauffläche, um den Kontaktverschleiß mit den Flügeln bzw. Gleitsteinen zu verkraften. Diese Ringe sind auf Drücke ≤ 15,8 MPa begrenzt und damit ideal für automotive Lenksysteme geeignet.
Nachfolgend zwei Pulvermetall-Beispiel-Bauteile.
Bauteilzeichnung Seitenplatte siehe Bild 9-49.
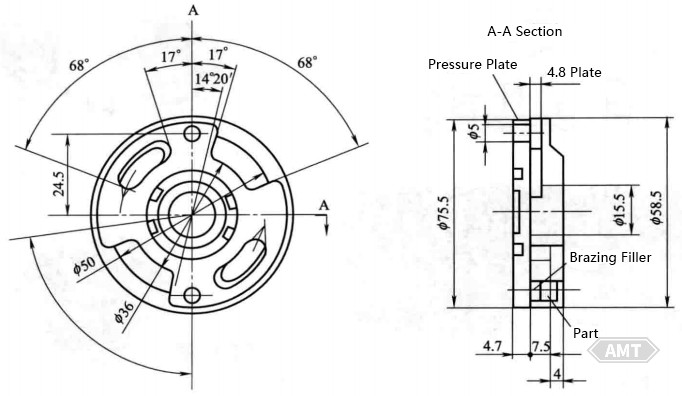
Bild 9-49 Bauteilzeichnung Seitenplatte
(1) Anwendung: Servolenkungs-Pumpen im Pkw.
(2) Werkstoff und Behandlung:
Werkstoffzusammensetzung: Cu 1–5 %, C 0,2–1,0 %, Rest Fe.
Dichte: 6,5 g/cm³.
Mechanische Eigenschaften: Kerbschlagarbeit 9 J/cm³.
Fertigungsprozess: Pressen, Sintern, Montage-Sintern, Vorbearbeitung.
(3) Merkmal: Bauteil mit tunnelartigem Innenkanal. Es wird in zwei Hälften aufgeteilt, separat gepresst und gesintert, anschließend hartverlötet. Sintern und Löten erfolgen in einem Durchgang.
Bauteilzeichnung Nockenring siehe Bild 9-50.
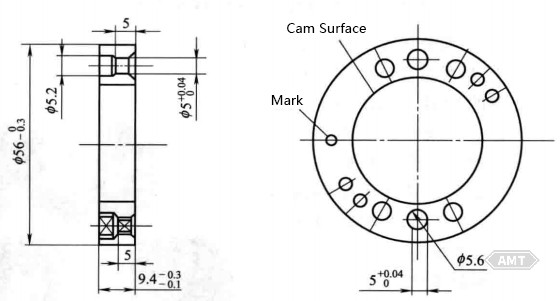
Bild 9-50 Bauteilzeichnung Nockenring
(1) Anwendung: Servolenkungs-Pumpen im Pkw.
(2) Werkstoff und Behandlung:
Werkstoffzusammensetzung: Fe-1,51 % (aufkohlbar).
Dichte: 7,1 g/cm³.
Fertigungsprozess: Pressen, Sintern, Aufkohlen, Härten, Anlassen.
(3) Merkmal: Hochfester Sinterwerkstoff mit Zugfestigkeit > 980,6 MPa ermöglicht den Wechsel von Gusshütten auf Pulvermetall. Durch kontrollierte Sinter- und Härteverzug kann der Schleifzugabe an der Innen-Nockenfläche minimiert werden, wodurch Folgebearbeitungskosten sinken.
Leave your email for more ebooks and prices📫 !
Kontakt:Fidel
Tel:021-5512-8901
Mobil:19916725892
E-Mail:sales1@atmsh.com
Adresse:Nr. 398 Guiyang-Straße, Yangpu, China